Messen der Sollbruchstelle mit Lasersensoren sichert Funktionsfähigkeit von Airbags
Airbags können Leben retten – aber nur wenn sie auch funktionieren. Damit sich bei einem Unfall der Airbag schnell genug entfaltet, sind in der Airbag-Abdeckung Sollbruchstellen vorgesehen. Die Dicke dieser Aufrissnaht ist für das Funktionieren des Airbags entscheidend. Der Messung dieser Dicke in einem industriellen Umfeld kommt deshalb bei der Produktion entscheidende Bedeutung zu.
Umfangreiches Angebot an Lasersensoren
Auf dem deutschen Markt findet sich eine Vielzahl von Herstellern und Anbietern für Lasersensoren. Für die meisten einfachen Anwendungen eignen sich am besten Laserdistanzsensoren, die einen Distanzwert zu einem Objekt über Triangulation oder Lichtlaufzeitmessung erzeugen. Ein Überblick von Lasermesssystemen ist unter anderem in [1] zu finden. Bei den meisten Laserdistanzsensoren wird nur ein einziger Laserstrahl auf das Objekt projiziert. Basierend auf dem Messprinzip der Triangulation wird der Abstand mit Hilfe von Dreiecksbeziehungen bestimmt [2].
Außer diesen Triangulationssensoren gibt es im industriellen Umfeld auch wenige Sensoren, die auf Interferometrie oder Lichtlaufzeitmessung basieren [3]. Diese Abstandsmessungen sind zum jetzigen Stand der Technik aber eher selten anzutreffen.
Robuste Lasersensoren in der Industrie gefordert
Dies hat verschiedene Gründe: Die Sensoren werden meist in rauen industriellen Umgebungen, zum Beispiel bei Schweißnahtverfolgung, eingesetzt und müssen sich deshalb größten Anforderungen in Bezug auf Robustheit gegen Schmutz, Umgebungstemperaturen und Fremdlichteinflüssen stellen. Trotzdem sind hohe Genauigkeiten, hohe Geschwindigkeiten und große Messbereiche in bezahlbaren Regionen gefordert. Besonders diese Anforderungen schränken die Auswahl der Sensoren sehr stark ein und stellen eine große Herausforderung an Sensorhersteller dar.
Weil im Straßenverkehr besondere Aufmerksamkeit auf die Sicherheit der Autofahrer und Beifahrer gelegt wird, haben sich Airbags in den meisten Serienfahrzeugen zum Standard entwickelt. Beim Beifahrer befindet sich der Airbag meist unter der Cockpitverkleidung oberhalb des Handschuhfachs.
Messsystem mit Lasersensoren stellt Funktionsfähigkeit der Sollbruchstelle sicher
Um beim Auslösen des Airbags sicherzustellen, dass die Abdeckung unter der Cockpitverkleidung aufreißt und sich der Airbag entfalten kann, sind sogenannte Sollbruchstellen in der Abdeckung des Airbags vorgesehen. Aufgabe des beschriebenen Messsystems ist es, die Dicke der Aufrissnaht im Airbaggehäuse zu messen und sicherzustellen, dass die Dicke entlang der Naht innerhalb der Toleranz liegt.
Im Allgemeinen kann eine Dickenmessung mit zwei verschiedenen Anordnungen geschehen. Ist der Abstand zu einer Auflage, worauf das Objekt liegt, bekannt, kann die Dicke des Objektes darüber bestimmt werden. Bei den meisten industriellen Messungen reichen Anordnungen mit Laserpunktsensoren aus.
Zwei Laserpunktsensoren genügen zur Dickenbestimmung
Auch bei der Dickenbestimmung mit zwei Sensoren werden bei den meisten Anwendungen Laserpunktsensoren verwendet. Dabei stehen die zwei Sensoren sich gegenüber und das Material wird zwischen beiden Sensoren hindurchgeführt. Durch die Verrechnung beider Sensorwerte kann somit die Dicke des Materials ermittelt werden.
Im Unterschied zu der üblichen Messung der Differenz der Distanzen mit Hilfe von Laserpunktsensoren werden in diesem Fall Laserliniensensoren eingesetzt. Dies bietet insbesondere Vorteile bei komplexeren Auswertungen, wie sie in diesem Fall nötig sind.
Es wird auf jede Seite des Messobjektes eine Laserlinie projiziert und die Aufrissnaht mit zwei Sensoren von beiden Seiten abgetastet. In dieser Anwendung wurde der MEL M2D-ETH 17/10 verwendet, wobei sich auch alle anderen beschriebenen Sensoren geeignet hätten.
Lasersensoren zur Auswertung mit PC verbunden
Beide Lasersensoren in der Anordnung sind über Ethernet mit einem PC verbunden, der die Auswertung übernimmt. Ein Vorteil bei der Verwendung von zwei Sensoren ist die Kompensation von seitlichen Bewegungen und Änderung der Höhe, solange die Airbagnaht im Messbereich der Sensoren bleibt. Auch eine Verkippung kann durch geeignete Berechnungen ausgeglichen werden.
Für beide Höhenprofile muss der Punkt bestimmt werden, für den die Dicke gemessen werden soll. Bei der Seite mit der Aufrissnaht ist dies der Punkt in der Talsohle der Naht. Dazu wird auf der Kontur nach dem am weitesten vom Sensor entfernten Scanpunkt gesucht, nachdem eine mögliche Verkippung rechnerisch eliminiert wurde.
Position des Scanpunktes auf der Kontur wird überprüft
Ist dieser Scanpunkt gefunden, muss auf jeden Fall überprüft werden, ob dieser Punkt auch auf der Kontur liegt. Um diese durch Reflexionen entstandenen Scanpunkte auszuschließen, werden die Nachbarpunkte des Kandidaten dahingehend untersucht, ob diese auch in ihrem Abstandswert in der näheren Umgebung liegen.
Die Nachbarpunkte und der Maximalpunkt werden quadratisch interpoliert. Diese Funktion ist somit die mathematische Beschreibung für die tiefste Stelle in der Aufrissnaht. Bestimmt man das Minimum dieser Funktion, hat man einen stabilen Distanzwert für die tiefste Stelle in der Naht.
Die Auswertung aller Scans entlang der Aufrissnaht wird nach der Aufnahme der Daten im PC durchgeführt. Werden alle Punkte der Talsohle über alle Scans betrachtet, ergibt sich eine Linie von Punkten. Die Auswertung trifft nun eine Auswahl von Punkten, die zur Qualitätsbestimmung betrachtet werden sollen. Dies geschieht hier dadurch, dass nur alle 2 mm in Verfahrrichtung ein Scan ausgewertet wird.
In dieser Anwendung sind die Werte der einzelnen Dicken weniger wichtig als die Feststellung, dass die Dicke der Naht insgesamt in den Toleranzen liegt. Werden die Toleranzwerte mit einem bestimmten Prozentsatz überschritten, wird die Abdeckung als fehlerhaft gekennzeichnet und aus dem Produktionsablauf entfernt. Der große Vorteil dieser einfachen Auswertung in dieser Anwendung ist, dass dieses Verfahren durch viele Erweiterungen an weitere Anwendungen angepasst werden kann.
Lasersensoren sind Teil eines kompletten Softwaresystems
Diese beschriebene Lösung ist bereits ein Teil eines kompletten Softwaresystems, das viele weitere Lösungen in sich vereint. Das System VMT GEO ist spezialisiert auf die Auswertung von verschiedensten Scans und bietet eine Basis für viele industrielle Anwendungsgebiete wie Sealing-Applikationen, Roboterbahnführung, Schweißnahtüberwachung und andere Applikationen der Qualitätsüberwachung.
Auch diese Anwendungen des Laserscannings haben viele Gemeinsamkeiten mit Lösungen, die sich in der bekannten Photogrammetrie wiederfinden. Dazu gehören außer den mathematischen Grundlagen und Aufnahmetechniken auch besonders die Ansätze zu Objektrekonstruktionen, die mehr und mehr Einzug halten. Aufgrund der Kombination von klassischer Photogrammetrie und Laserscanning ergibt sich sicherlich noch Potenzial für weitere Entwicklungen.
Literatur
[1] Luhmann, Thomas: Nahbereichsphotogrammetrie — Grundlagen, Methoden und Anwendungen. Herbert Wichmann Verlag, Heidelberg, 2003.
[2] Roebrock, Philipp: Properties of Optical Sensor Systems. Seminararbeit, Faculty of Electronics and Telecommunications, University Timisoara, Romania, 2006.
[3] Böhnke, Kay: Data structures for industrial laser range sensors. 7th International Symposium on Electronics and Telecommunications, Timisoara, Romania, 2006.
Dr. Kay Böhnke ist Entwickler der VMT Bildverarbeitungssysteme GmbH, Mannheim.
Media Contact
Alle Nachrichten aus der Kategorie: Maschinenbau
Der Maschinenbau ist einer der führenden Industriezweige Deutschlands. Im Maschinenbau haben sich inzwischen eigenständige Studiengänge wie Produktion und Logistik, Verfahrenstechnik, Fahrzeugtechnik, Fertigungstechnik, Luft- und Raumfahrttechnik und andere etabliert.
Der innovations-report bietet Ihnen interessante Berichte und Artikel, unter anderem zu den Teilbereichen: Automatisierungstechnik, Bewegungstechnik, Antriebstechnik, Energietechnik, Fördertechnik, Kunststofftechnik, Leichtbau, Lagertechnik, Messtechnik, Werkzeugmaschinen, Regelungs- und Steuertechnik.




Neueste Beiträge
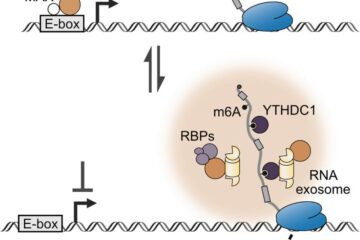
Forschende enthüllen neue Funktion von Onkoproteinen
Forschende der Uni Würzburg haben herausgefunden: Das Onkoprotein MYCN lässt Krebszellen nicht nur stärker wachsen, sondern macht sie auch resistenter gegen Medikamente. Für die Entwicklung neuer Therapien ist das ein…
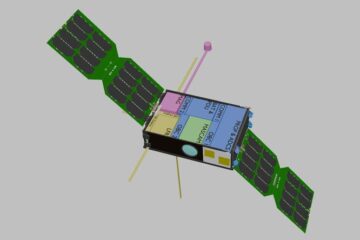
Mit Kleinsatelliten den Asteroiden Apophis erforschen
In fünf Jahren fliegt ein größerer Asteroid sehr nah an der Erde vorbei – eine einmalige Chance, ihn zu erforschen. An der Uni Würzburg werden Konzepte für eine nationale Kleinsatellitenmission…

Zellskelett-Gene regulieren Vernetzung im Säugerhirn
Marburger Forschungsteam beleuchtet, wie Nervenzellen Netzwerke bilden. Ein Molekülpaar zu trennen, hat Auswirkungen auf das Networking im Hirn: So lässt sich zusammenfassen, was eine Marburger Forschungsgruppe jetzt über die Vernetzung…

