Lasergestütztes Walzprofilieren als Warmumformverfahren der Zukunft
Die Idee hinter laserunterstützten Umformprozessen ist, durch lokale Erwärmung mit einem Laserstrahl das Umformvermögen von Metallen zu verbessern. Diese Prozesse unterscheiden sich gänzlich von bekannten Halbwarm- und Warmumformverfahren, da nur eine lokale Erwärmung erfolgt und der größte Teil des Werkstücks kalt bleibt.
Beim Walzprofilieren findet die Umformung in einem begrenzten Werkstückbereich statt. Daher eignet sich der Laser hervorragend, um den kontinuierlichen Umformprozess Walzprofilieren zu unterstützen [2].
Beim Walzprofilieren wird eine hohe Geschwindigkeit erreicht
Das Verfahren „Walzprofilieren“ gehört laut DIN 8586 zu den Fertigungsverfahren „Biegeumformen mit drehender Werkzeugbewegung“. Diese Herstellungsmethode zeichnet sich dadurch aus, dass Rollen hintereinander paarweise auf ein anfangs flaches Metallband einwirken und kontinuierlich den Werkstoff zu einem fertigen Profil umformen.
Jeder Rollensatz ist in einem eigenen modular aufgebauten Umformgerüst montiert. Laut Verfahrensdefinition wird dabei die Blechdicke des Vormaterials nicht verändert.
Walzprofilieren ist bei mittleren und hohen Losgrößen am kostengünstigsten
Das durch Walzprofilieren erzeugbare Bauteilspektrum kann oft auch mit den Prozessen Tiefziehen, Gesenk- oder Schwenkbiegen hergestellt werden. Aufgrund der hohen Fertigungsgeschwindigkeit beim Walzprofilieren ist das Verfahren bei mittleren und hohen Losgrößen kostengünstiger als sämtliche alternativen Herstellungsmethoden.
Tiefgezogene Bauteile weisen in der Regel größere Schwankungen in der Blechstärke und eine höhere Kaltverfestigung auf als walzprofilierte Teile. Auch zeichnet sich Walzprofilieren gegenüber anderen Umformverfahren durch eine geringe Lärmemission während der Umformung und eine gute Oberflächenqualität aus [1].
Walzprofilieren findet zunehmend im Automobilbau Verwendung
Das klassische Einsatzgebiet für Walzprofilieren ist die Herstellung von Profilen – beispielsweise für Türzargen, Fassadenbleche, Fenster oder andere Produkte der Bauindustrie. Weitere Anwendungsfelder können in der Leuchtmittel- und in der Möbelindustrie gefunden werden. Seit kurzem werden walzprofilierte Bauteile auch im Kfz-Leichtbau als Längsträger, Fensterführungen oder Seitenaufprallträger eingesetzt [3].
Der Aufbau einer Walzprofilieranlage ist wie folgt: Der in einem Coil bereitgestellte Werkstoff wird der Profilieranlage von einer Abwickel-Haspel zugeführt. Eine Richtmaschine biegt das Band aus der gekrümmten in die ebene Form.
Danach durchläuft das Blech mehrere hintereinander angeordnete, aus Ober- und Unterwalze bestehende Profilgerüste. Die Anzahl der eingesetzten Gerüste kann von einem zum nächsten Bauteil unterschiedlich sein. Als typische Bearbeitungsgeschwindigkeiten werden 20 bis 100m/min angegeben [1].
Mit der Warmumformung kann die Umformkraft reduziert werden
In der Fertigungstechnik ist der permanent herrschende Kostendruck stets Triebfeder für Innovationen. Der Ersatz von kostenintensiven Tiefzieh- oder aufwändigen Biegeteilen durch walzprofilierte Bauteile bietet ein großes Einsparungspotenzial.
Um beim Walzprofilieren das Umformvermögen pro Stich zu steigern, wurde bereits 1971 von den Boeing-Werken die Warmumformung untersucht. Halmos berichtet, dass Titan unmittelbar vor der Biegewalze mit Brennern auf eine Temperatur von 800 °C erwärmt und dann erfolgreich umgeformt werden konnte [1].
Weitere bei einer Warm- oder Halbwarmumformung zu erwartende Effekte sind, dass die notwendige Umformkraft kleiner wird, die Anzahl der Stiche sich verringert und die Rückfederung geringer ausfällt.
Forschungsinstitut entwickelt Prozess für laserunterstütztes Walzprofilieren
Am Institut für Fertigungstechnik und Hochleistungslasertechnik der TU Wien wurde ein laserunterstützter Walzprofilierprozess entwickelt und dazu eine vereinfachte Versuchsanlage aufgebaut. Im Unterschied zum konventionellen Walzprofilieren wird bei dem Versuchsstand ein Walzgerüst über das ortsfeste Blech bewegt.
Die Geometrie der Versuchswalzen entspricht der eines Abkantwerkzeugs. Die bewegliche, messerförmige Oberwalze dringt mit konstanter Kraft in den Blechstreifen ein und verformt diesen v-förmig.
Diodenlaser erwärmt Bauteil vor dem Walzprofilieren
Die Bauteilerwärmung erfolgt unmittelbar vor dem Eingriff der Walzen durch einen Diodenlaser. Nachdem die Umformung beim Walzprofilieren nicht ausschließlich unter der Walze stattfindet, sondern es bereits vor dem Einwirken der Walzen zu einer Aufwölbung des Blechstreifens kommt, beeinflusst die Position des Laserspots in Bezug auf die Biegewalze das Umformergebnis. Daher können die Abstände zwischen Laser und Blech sowie zwischen Laserspot und Walze justiert werden.
Während des Versuchs werden die Messdaten „Position des Walzgerüsts“, „Eindringtiefe der Walze“ und „Anpresskraft der Oberwalze“ aufgezeichnet.
Da der Versuchsaufbau nicht symmetrisch ist, kann die Anlage nicht im Reversierbetrieb eingesetzt werden. Mit dem Versuchsaufbau können Profile mit einer maximalen Länge von 2,5 m erzeugt werden.
Erste Versuche wurden sowohl „kalt“ als auch „erwärmt“ mit dem Werkstoff X5CrNi1810 durchgeführt. Der Blechwerkstoff hat eine Dicke von 0,8 mm. Die Anpresskraft der Oberwalze betrug 620 N, der Vorschub der Walze 35 mm/s. Bei den lasererwärmten Proben hat der Diodenlaser mit einer Leistung von 460 , 650 und 1170 W das Werkstück defokusiert erwärmt.
Kombination von Warmumformung und Walzprofilieren steigert Umformgrad
Als erstes Ergebnis konnte bestätigt werden, dass der Umformgrad bei den lasererwärmten Proben mit steigender Temperatur wesentlich zunimmt. Aus den Untersuchungen war deutlich zu erkennen, dass durch die Erwärmung bei konstanter Umformkraft die Profilwalze tiefer in den Blechstreifen eindringt.
Eine weitere Versuchsreihe erfolgte mit dem Federstahl Ck75. Exemplarisch werden drei Proben vorgestellt. Der eingesetzte Werkstoff hat eine Materialstärke von 0,5 mm und eine Breite von 50 mm. Die Versuche erfolgten mit einer Kraft von 3620 N bei einer Walzenvorschubgeschwindigkeit von 35 mm/s. Eine Probe wurde kalt umgeformt, die zweite mit einer Laserleistung von 350 W und die dritte mit 625 W.
Der Laserstrahl ist eine sinnvolle Stütze beim Walzprofilieren
Die Versuche zum laserunterstützten Profilwalzen haben gezeigt, dass der Laserstrahl diesen Prozess sehr sinnvoll unterstützen kann. Gerade hochfeste Werkstoffe können mit laserunterstützten Verfahren prozesssicher umgeformt werden. Die Charakteristik des Walzprofilierens erlaubt es, den Laser vor kritischen Umformoperationen stationär in einer konventionellen Walzanlage zu implementieren.
Die Integration des Lasers verursacht keinen zusätzlichen Aufwand. Um die beim Walzprofilieren gebräuchlichen Geschwindigkeiten erreichen zu können, muss die Strahlleistung des eingesetzten Lasers entsprechend hoch gewählt werden.
Literatur
[1] Halmos, George T. (Herausgeber): Roll Forming Handbook. CRC Press Taylor & Francis, 2006.
[2] Kratky, Alexander: Umformen von partiell mit Laserstrahlung behandeltem Halbzeug. Shaker 2009.
[3] Buchmayr, Bruno: Innovative Beiträge der Umformtechnik zum Leichtbau von Kraftfahrzeugen. BHM, (152):136-141, 2007.
Dr.-Ing. Alexander Kratky ist wissenschaftlicher Mitarbeiter am Institut für Fertigungstechnik und Hochleistungslasertechnik der TU Wien, Prof. Dr.-Ing. Dieter Schuöcker ist Leiter des Instituts.
Media Contact
Weitere Informationen:
http://www.maschinenmarkt.vogel.de/themenkanaele/produktion/umformtechnik/articles/237036/Alle Nachrichten aus der Kategorie: Maschinenbau
Der Maschinenbau ist einer der führenden Industriezweige Deutschlands. Im Maschinenbau haben sich inzwischen eigenständige Studiengänge wie Produktion und Logistik, Verfahrenstechnik, Fahrzeugtechnik, Fertigungstechnik, Luft- und Raumfahrttechnik und andere etabliert.
Der innovations-report bietet Ihnen interessante Berichte und Artikel, unter anderem zu den Teilbereichen: Automatisierungstechnik, Bewegungstechnik, Antriebstechnik, Energietechnik, Fördertechnik, Kunststofftechnik, Leichtbau, Lagertechnik, Messtechnik, Werkzeugmaschinen, Regelungs- und Steuertechnik.




Neueste Beiträge

Neue Spule für 7-Tesla MRT | Kopf und Hals gleichzeitig darstellen
Die Magnetresonanztomographie (MRT) ermöglicht detaillierte Einblicke in den Körper. Vor allem die Ultrahochfeld-Bildgebung mit Magnetfeldstärken von 7 Tesla und höher macht feinste anatomische Strukturen und funktionelle Prozesse sichtbar. Doch alleine…

Hybrid-Energiespeichersystem für moderne Energienetze
Projekt HyFlow: Leistungsfähiges, nachhaltiges und kostengünstiges Hybrid-Energiespeichersystem für moderne Energienetze. In drei Jahren Forschungsarbeit hat das Konsortium des EU-Projekts HyFlow ein extrem leistungsfähiges, nachhaltiges und kostengünstiges Hybrid-Energiespeichersystem entwickelt, das einen…
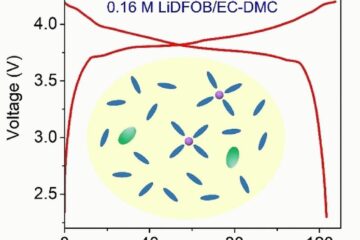
Für kostengünstigere, nachhaltigere Akkus
Ultraniedrig konzentrierter Elektrolyt für Lithium-Ionen-Batterien Lithium-Salze machen Akkumulatoren leistungsfähig, aber teuer. Ein ultraniedrig konzentrierter Elektrolyt auf Basis des Lithium-Salzes LiDFOB könnte eine kostengünstige und dabei nachhaltigere Alternative sein. Zellen mit…

