Hochgeschwindigkeitsbearbeitung für die ressourceneffiziente Karosseriefertigung
Die Umformgeschwindigkeit als erste Ableitung des Umformgrades nach der Zeit liegt für konventionelle Verfahren im Bereich bis 102 s-1, während bei der Anwendung alternativer, zum Teil auch wirkmedienbasierter Technologien wie der Gasgeneratortechnik Geschwindigkeiten bis zu 104 s-1 erreicht werden.
Durch das Fraunhofer-Institut für Werkzeugmaschinen und Umformtechnik (IWU) wurden die folgenden wesentlichen Verfahrensprinzipien für Hochgeschwindigkeitsprozesse angewendet:
-adiabatisches Trennen (v = 3 bis 10 m/s)
-Gasgeneratortechnik (v = 10 bis 100 m/s)
-elektromagnetischer Impuls (v = größer als 1000 m/s)
Je nachdem, ob der aufgebrachte Druck oder Impuls auf das Blech selbst oder das Aktivteil wirkt, kann grundsätzlich zwischen dem direkten oder dem indirekten Prinzip unterschieden werden.
Bei dem als adiabatisches Trennen bezeichneten Scherschneidprozess wird, ausgelöst durch einen hydraulischen, pneumatischen oder magnetischen Impuls, ein Werkzeugaktivteil beschleunigt und so der mit hoher Geschwindigkeit ablaufende Trennprozess eingeleitet. Die kinetische Energie des Werkzeugelementes wird nahezu vollständig in Trennenergie umgewandelt und geht nicht als Wärme in der Prozessumgebung verloren. Es wirkt das physikalische Phänomen der Scherbandbildung: Bei hohen Schergeschwindigkeiten kommt es auf Grund der Temperaturerhöhung zu einer Materialerweichung, die wiederum die Lokalisierung des Fließens und die Bildung von Scherbändern unterstützt.
Konkrete Untersuchungen auf der spezifischen adiabatischen Trennanlage Adia 7 am IWU bestätigten die in der Fachliteratur beschriebenen Effekte.
Grundsätzlich lassen sich jedoch bei Anwendung hoher Geschwindigkeiten folgende Vorteile gegenüber konventionellen Scher- und Genauschneidverfahren erzielen:
-rissarme Scherflächen mit geringen Deformationen, einer gleichmäßigeren Härteverteilung und einer verkleinerten Verformungszone;
-nahezu gratfreie Schnittflächen an flächigen Bauteilen und Hohlprofilen;
-Verbesserung der Maß- und Formgenauigkeit;
-Verringerung des Reststegbereiches und damit Reduzierung des Materialeinsatzes;
-Reduzierung beziehungsweise Eliminierung des Schmierstoffeinsatzes.
Die wirkmedienbasierte Fertigung von Blechformteilen auf der Basis komprimierter Gase eignet sich für die Herstellung komplexer Bauteile und schwierig umformbarer Werkstoffe. Außer den besseren Oberflächengüten und Genauigkeiten infolge der günstigen tribologischen Bedingungen während der Umformung kann zusätzlich eine Verschiebung der umformtechnischen Grenzen zu höheren Formänderungsgraden durch das spezifische Umformgeschwindigkeitsprofil erzielt werden. Dabei ist durch die chemische Formulierung des Gasgenerators mit seinen Grundkomponenten Hexogen, Ammoniumnitrat und einem Binder eine gezielte Steuerung des Umformprozesses möglich. Die geringeren Werkzeugkosten (gegen-über dem Tiefziehen beziehungsweise IHB-Verfahren) und die mögliche Reduzierung der erforderlichen Umformstufen führen neben den wissenschaftlichen Erkenntnissen darüber hinaus auch zu wirtschaftlichen Effekten.
Modell-Motorhaube gefertigt
Die am IWU durchgeführten grundlegenden Untersuchungen erstreckten sich von der wirkmedienbasierten Umformung von Näpfen bis hin zu mittelgroßen Blechen, aus denen eine Modell-Motorhaube hergestellt wurde. Das komprimierte Gas als Wirkmedium wurde mittels Gasgenerator erzeugt; die erzielten Drücke lagen im Bereich von unter 10 MPa bis zu 40 MPa. Die Druckaufbau-Zeiten lagen im Bereich von 30 bis 100 ms. Die Auswertung berasterter, umgeformter Platinen ergab, dass im Vergleich zum konventionellen Tiefziehprozess eine gleichmäßige Wanddickenverteilung (kleiner als 10% Dehnung) in den Umformzonen erreicht wird.
Das bereits für die Expansion und Kompression von zylindrischen Hohlteilen industriell erfolgreich eingesetzte Prinzip der Anwendung elektromagnetischer Impulse bietet hohes Potenzial zur Haupt- und Nebenformgebung sowie zur Kalibrierung von Karosserieteilen. Das notwendige Magnetfeld zur Aufbringung des Druckimpulses wird dabei über einen Stromimpuls erzeugt.
Die Anlagentechnik wird entsprechend der Menge der zu speichernden Energie klassifiziert. So verfügt beispielsweise die am IWU vorhandene Anlage über einen Energiespeicher von 100 kJ. Da bei Anwendung des direkten Prinzips keine Aktivteile beschleunigt werden müssen, ist eine beliebige Anordnung von Arbeitsspule und Werkzeuggravur auf dem Werkzeugträger möglich.
Derzeit noch keine komplexen Bauteilgeometrien vollständig herstellbar
Die Untersuchungen zur elektromagnetischen Umformung (EMU) zeigten, dass momentan noch keine komplexen Bauteilgeometrien vollständig herstellbar sind, jedoch bestimmte Nebenformelemente, wie zum Beispiel Logos, Formfelder oder Sicken in guter Qualität ausformbar sind. So konnten, wie Bild 6 zeigt, beispielsweise bei einer Türgriffmulde sehr saubere Konturlinien mit kleinen Radienbereichen erzeugt werden.
Der bei der EMU zu beachtende Effekt der Bodenreflexion ist durch den geschickten Einsatz der Impulsenergie, gegebenenfalls auch in mehreren Stufen, zu beherrschen. Dadurch, dass die Sichtseite eines Bauteils nicht mit einem Werkzeugelement in Berührung kommt, ist auch eine ausgezeichnete Oberflächengüte gewährleistet.
Die bei Nutzung des elektromagnetischen Impulses in Schneidprozessen erreichbare Schnittflächenqualität entspricht der bei Anwendung der Gasgeneratortechnik erzielbaren Schnittflächen. Als Ergebnis der Untersuchungen am IWU können Aussagen dahingehend getroffen werden, dass die Anwendung hoher Geschwindigkeiten in Umform- und Schneidoperationen bei der Fertigung von Karosseriebauteilen werkstückseitig folgende Möglichkeiten bietet:
-Optimierung des Werkstoffflusses durch die positiven Auswirkungen auf das tribologische System;
-Verbesserung der Form- und Maßgenauigkeit durch die Reduzierung der Rückfederung;
-bessere Schnittflächenqualität und damit die Reduzierung von Nacharbeit;
-effektive Ausnutzung des Blechwerkstoffes durch extrem geringe Rand- und Stegbreiten, sowie werkzeug- und anlagenseitig die Reduzierung der erforderlichen Prozesskräfte und Einsparung von Prozessstufen für Kalibrierung und von kompletten Werkzeug-Aktivteilen.
Media Contact
Weitere Informationen:
http://www.maschinenmarkt.vogel.de/themenkanaele/produktion/umformtechnik/articles/165709/Alle Nachrichten aus der Kategorie: Maschinenbau
Der Maschinenbau ist einer der führenden Industriezweige Deutschlands. Im Maschinenbau haben sich inzwischen eigenständige Studiengänge wie Produktion und Logistik, Verfahrenstechnik, Fahrzeugtechnik, Fertigungstechnik, Luft- und Raumfahrttechnik und andere etabliert.
Der innovations-report bietet Ihnen interessante Berichte und Artikel, unter anderem zu den Teilbereichen: Automatisierungstechnik, Bewegungstechnik, Antriebstechnik, Energietechnik, Fördertechnik, Kunststofftechnik, Leichtbau, Lagertechnik, Messtechnik, Werkzeugmaschinen, Regelungs- und Steuertechnik.




Neueste Beiträge

Merkmale des Untergrunds unter dem Thwaites-Gletscher enthüllt
Ein Forschungsteam hat felsige Berge und glattes Terrain unter dem Thwaites-Gletscher in der Westantarktis entdeckt – dem breiteste Gletscher der Erde, der halb so groß wie Deutschland und über 1000…

Wasserabweisende Fasern ohne PFAS
Endlich umweltfreundlich… Regenjacken, Badehosen oder Polsterstoffe: Textilien mit wasserabweisenden Eigenschaften benötigen eine chemische Imprägnierung. Fluor-haltige PFAS-Chemikalien sind zwar wirkungsvoll, schaden aber der Gesundheit und reichern sich in der Umwelt an….
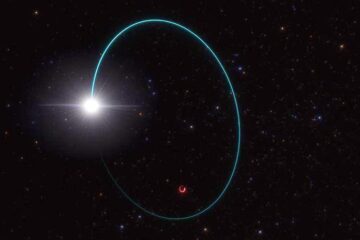
Das massereichste stellare schwarze Loch unserer Galaxie entdeckt
Astronominnen und Astronomen haben das massereichste stellare schwarze Loch identifiziert, das bisher in der Milchstraßengalaxie entdeckt wurde. Entdeckt wurde das schwarze Loch in den Daten der Gaia-Mission der Europäischen Weltraumorganisation,…

