Antriebssteuerungen mit High-Speed-Ethernet automatisieren
Wenn sich ein Maschinenbauunternehmen mit einer neuen Lösung für die Antriebstechnik beschäftigt, dann kommt es nicht umhin, sich mit dem Thema Ethernet auseinanderzusetzen. Auch andere Fragen stellen sich für den systemverantwortlichen Mitarbeiter eines Unternehmens: dezentrale oder zentrale Lösung? Wie viel Intelligenz ist zielführend? Nahezu jede Steuerung und jeder Antriebsregler hat eine Ethernet-Schnittstelle. Dabei sind bedarfsgerechte Antriebe in Kombination mit immer leistungsstärkeren speicherprogrammierbaren Steuerungen (SPS) nach wie vor eine der wichtigsten Anforderungen an ein modernes und leistungsfähiges Automatisierungssystem.
Es gilt für den Konstrukteur, unabhängig von der Aufgabenstellung des Maschinenbaus, immer mit der optimalen Lösung zu antworten. Dies ist besonders in Bezug auf das Bussystem sehr wichtig. In der Praxis wurde diese Frage zu Gunsten von Ethernet-basierten Antriebssystemen entschieden.
Fällt die Wahl des Maschinen- und Anlagenbauers im Zuge einer zukunftssicheren Auslegung der Antriebslösung auf eine zentrale Ansteuerung der Antriebe, erübrigt sich die Integration von Motion-Control-Lösungen im Servoantriebsverstärker, weil eine übergeordnete Steuerung Prozess- und Überwachungsaufgaben übernimmt.
Verzicht auf Funktionalitäten spart Kosten ein
So entstehen beispielsweise zwei Faktoren, die in wirtschaftlicher und technischer Sicht besondere Aufmerksamkeit verdienen: Durch Verzicht auf Motion-Control-Funktionalitäten im Antrieb können Kosten eingespart werden; dies kommt denjenigen entgegen, die sich am Markt unter dem ständig wachsenden Druck der Kostenreduzierung behaupten müssen. Zum anderen ermöglicht der Einsatz von immer schneller werdenden Bussystemen (Real Time Ethernet) in Zusammenarbeit mit immer leistungsstärkeren speicherprogrammierbaren Steuerungen eine zentrale Verwaltung der Bewegungsführungen ohne Leistungs- und Modularitätsverlust.
Genau für diesen Anwendungsbereich stellt Panasonic ein Komplettpaket für die Automatisierung bereit. Eine Steuerungstechnik (SPS), die sich um die Ansteuerung der Antriebe, den übrigen Maschinenablauf sowie um die Visualisierung und Kommunikation zur übergeordneten Rechnerwelt kümmert, und Servoantriebe, die sich unter anderem mit einer preiswerten, auf Ethernet basierten Echtzeit-Bus-Lösung präsentieren und durch das flexible Baukastensystem auf die unterschiedlichsten Anforderungen abgestimmt sind.
Motion-Control-Konzeption bestimmt Lösungserfolg
Die Basis für erfolgreiche Antriebslösungen bildet die SPS FPΣ (Sigma). Sie hat im Wesentlichen die Aufgabe, die Antriebe innerhalb der gesamten Maschinenabfolge zu steuern und die Kommunikation zur Außenwelt durch integrierte Schnittstellen zu organisieren. Dabei stehen zur Ansteuerung der Servoverstärker mehrere Lösungsansätze zur Auswahl. So gibt es die Möglichkeit, fertige Verfahrsequenzen auf dem Servoverstärker (Panasonic Servoantriebe, Serie Minas A4P) abzulegen und diese dann von der übergeordneten SPS mittels digitaler Ein-/Ausgänge zu starten und zu stoppen beziehungsweise zu verwalten.
Der zweite Lösungsansatz der Verfahrsteuerung wird über die so genannte Puls- oder Schrittmotorfunktion verwirklicht. Dabei wird der Servoantriebsverstärker (Panasonic Servoantriebe, Serie Minas A4) ähnlich wie ein Schrittmotor durch einen Richtungs- und einen Pulseingang gesteuert. Durch dieses Interface verbindet sich die einfache Ansteuerbarkeit eines Schrittmotors mit den Vorteilen des Servomotors.
Im dritten Verfahren wird der Servoverstärker in ein Bussystem eingebunden und direkt im Motionbetrieb angesteuert. Die Verarbeitung der gesamten Positionierung wird in der SPS realisiert und die Daten sämtlicher Servoverstärker (Panasonic Servoantriebe, Serie Minas A4N) werden vom FPΣ-RTEX-Motion-Control-Modul gelesen und geschrieben. Das Panasonic-Ethernet-Bussystem kann in Ringstruktur mit der FPΣ bei einer maximalen Buskabellänge von 200 m bis zu 16 Achsen ansteuern. Die Busverbindung erfolgt dabei mit einem handelsüblichen LAN-Kabel, das der Kategorie 5e entspricht. Dies ist hinsichtlich der Verdrahtungskosten deutlich günstiger als ein spezielles Buskabel. Die Kommunikationsgeschwindigkeit zwischen Steuerung und Servoantrieben liegt bei 100 Mbit/s.
Motion-Control-Anwendungen aus mitgelieferter Bibliothek erstellen
Der Programmierer kann fertig programmierte Funktionsbausteine in einer mitgelieferten Bibliothek verwenden. Damit lassen sich sehr einfach Motion-Control-Anwendungen erstellen. Die Technikbibliothek bietet außer zahlreichen Standardfunktionen, wie Tippbetrieb, Absolut-, Relativ-, Endlos-Positionierung und einer Vielzahl an Referenzierarten, auch Bausteine für koordinierte Bewegungen wie Linearinterpolation mit bis zu drei Achsen und Zirkularinterpolation von Antriebseinheiten.
Beim Parametrieren der RTEX-Baugruppe spart die Automatisierungssoftware Configurator PM durch nützliche Einstellungs- und Inbetriebnahmefunktionalitäten wertvolle Zeit bei Tests sowie während der Endabnahme der Maschinensteuerung ein. Die RTEX-Positionierbaugruppe benötigt für ein komplettes Auffrischen der Daten von acht Antriebseinheiten nur etwa 1 ms. Dadurch ist es möglich, schnelle Reaktionszeiten für Start und Stopp von Servosystemen zu realisieren. Dies ermöglicht eine sehr dynamische Prozessverarbeitung.
Komplexe Verfahrprofile mit mehreren Achsen möglich
Das Antriebskonzept wird durch die Servoantriebe der Serie Minas A4N von Panasonic abgerundet. Durch die niedrigen Zugriffszeiten über das Echtzeit-Ethernet-Bussystem im Verbund mit der FPΣ-RTEX-Baugruppe sind auch komplexe Verfahrprofile mit mehreren Achsen möglich. So lassen sich alle wichtigen Daten wie Alarme und Antriebsdaten ohne zeitlichen Versatz in der SPS verarbeiten und gegebenenfalls auch visualisieren. Darüber hinaus reduzieren sich mechanische Aufbauten und Maschinenumrüstzeiten. Außerdem lassen sich Maschinen und Produktionsprogramme flexibler einsetzen.
Die Serie Minas A4N ist im Vergleich zum Vorgängersystem etwa 30% kleiner. Dies gilt sowohl für die Motoren als auch für die Servoantriebsverstärker. Die Verstärker, die Motoren im Leistungsbereich von 50 W bis 5 kW ansteuern, bieten außer einer optimierten Verdrahtungstechnik ein verbessertes Auto-Tuning, das auch im Produktionsbetrieb die einmal gefundenen Parameter weiter verbessern kann. Außerdem können mechanische Resonanzen in einem Maschinensystem, die letztlich über den Motor auf den Servoumrichter wirken und diesen im ungünstigsten Fall zum Schwingen anregen, durch den Servoverstärker und die entsprechende Software erkannt werden. Es werden dann passende Sperrfilter aufgeschaltet, die dieses Resonanzverhalten unterdrücken.
Etikettiermaschine arbeitet mit Kompaktsteuerung
Ein Paradebeispiel beim Einsatz von Systemen mit auf Ethernet basierenden Echtzeit-Bus-Lösungen zeigen Maschinen im Anlagenbau, wie zum Beispiel eine Etikettiermaschine. Früher wurde sie mit einer Steuerung ausgestattet, die getrennte Logik- und Motion-Control-Baugruppen aufwies. Darüber hinaus war sie aufwändig verdrahtet. Nun setzt man auf leistungsfähige Kompaktsteuerungen, die dem Maschinenbauer eine wesentlich kleinere Maschine ermöglichen. Damit lassen sich auch die Kosten senken.
Oberste Priorität bei der Entwicklung stellen die einfache Handhabung sowie ein ständig störungsfreier Betrieb der Maschine während der Betriebszeit dar. Eine Schlüsselrolle kommt dabei der High-Speed-Positionierung des Spendeaggregats zu. Es wird analog zur Maschinengeschwindigkeit des geförderten Produkts geregelt. Nur eine sehr schnelle Reaktion der Steuereinheit für die Servoantriebe stellt ein passgenaues Etikettieren bei variablen Geschwindigkeiten sicher. Die Ab- und Aufrollvorrichtung des Spendeaggregats wird in der Regel von weiteren verschleißfreien Servoantrieben angetrieben, die auch durch die SPS mit Sollwerten versorgt werden. Alle benötigten Sensoren, beispielsweise zum Starten und Stoppen des Spendeaggregates oder für die Risskontrolle der Folie für die Selbstklebeetiketten, werden ebenfalls mit der SPS verdrahtet. Dies erhöht die Sicherheit des gesamten Systems.
Realtime-Ethernet-System ermöglicht externen Zugriff
Um dem Anlagenbetreiber einen sicheren Produktwechsel ohne lange Stillstandszeiten der Maschine zu ermöglichen, werden alle relevanten Parameter, die dafür notwendig sind, über ein Bediengerät an die SPS übertragen. Sämtliche Produktionsdaten lassen sich somit schnell abrufen oder ändern. Weitere Vorteile zeigen sich bei der Diagnose und Inbetriebnahme: Mit dem Einsatz von Realtime-Ethernet-Systemen können externe Zugriffe von Diagnose- und Inbetriebnahme-Tools auf die jeweiligen Maschinenkomponenten wie Antriebe ohne zusätzlichen Aufwand durchgeführt werden.
Im Maschinen- und Anlagenbau ist der Weg zu immer anspruchsvolleren Maschinen vorgezeichnet. Diese müssen zunehmend hochdynamisch, taktsynchron und zuverlässig ihre Aufgaben erledigen. Dabei sind die Einsatzbereiche der beschriebenen Motion-Control-Lösung sehr vielfältig und reichen von Verpackungsmaschinen, Drahtziehmaschinen, Etikettiersystemen, Bestückungsautomaten, Fördersystemen, Schweißautomaten bis hin zu Kabelverseilmaschinen und Kreuztischen in Werkzeugmaschinen.
Durch den Einzug der Servotechnik mit Realtime Ethernet in Verbindung mit SPS-Systemen steigt die Flexibilität. Es lassen sich bei abnehmender Baugröße immer mehr Funktionen verwirklichen. Damit hat der Maschinenhersteller die Möglichkeit, den Anforderungen des Kunden mit Lösungskonzepten zu begegnen, die bezüglich Effizienz, Kostenreduktion und modularer Konzeption fast keine Wünsche mehr offenlassen.
Dipl.-Ing. (FH) Wolfgang Kink ist Produktmanager Steuerungstechnik bei der Panasonic Electric Works Deutschland GmbH in Holzkirchen.
Media Contact
Alle Nachrichten aus der Kategorie: Maschinenbau
Der Maschinenbau ist einer der führenden Industriezweige Deutschlands. Im Maschinenbau haben sich inzwischen eigenständige Studiengänge wie Produktion und Logistik, Verfahrenstechnik, Fahrzeugtechnik, Fertigungstechnik, Luft- und Raumfahrttechnik und andere etabliert.
Der innovations-report bietet Ihnen interessante Berichte und Artikel, unter anderem zu den Teilbereichen: Automatisierungstechnik, Bewegungstechnik, Antriebstechnik, Energietechnik, Fördertechnik, Kunststofftechnik, Leichtbau, Lagertechnik, Messtechnik, Werkzeugmaschinen, Regelungs- und Steuertechnik.




Neueste Beiträge

Merkmale des Untergrunds unter dem Thwaites-Gletscher enthüllt
Ein Forschungsteam hat felsige Berge und glattes Terrain unter dem Thwaites-Gletscher in der Westantarktis entdeckt – dem breiteste Gletscher der Erde, der halb so groß wie Deutschland und über 1000…

Wasserabweisende Fasern ohne PFAS
Endlich umweltfreundlich… Regenjacken, Badehosen oder Polsterstoffe: Textilien mit wasserabweisenden Eigenschaften benötigen eine chemische Imprägnierung. Fluor-haltige PFAS-Chemikalien sind zwar wirkungsvoll, schaden aber der Gesundheit und reichern sich in der Umwelt an….
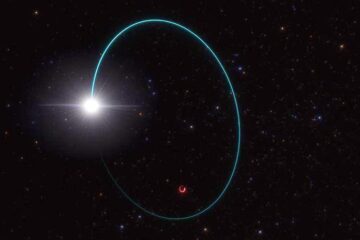
Das massereichste stellare schwarze Loch unserer Galaxie entdeckt
Astronominnen und Astronomen haben das massereichste stellare schwarze Loch identifiziert, das bisher in der Milchstraßengalaxie entdeckt wurde. Entdeckt wurde das schwarze Loch in den Daten der Gaia-Mission der Europäischen Weltraumorganisation,…

